
VEnTO™ and Tsunami Adaptive Fabric Filter Optimization Systems
Best in class optimization technologies
VEnTO™ Benefits - Pulse Jet Baghouse
• Fully-automated, adaptive controller
• Full-spectrum pressure cleaning (hi-med-low)
• Extends bag mfg guarantee by two additional years
• Reduces energy consumption
• Enhances capture of particulate and condensables
Scroll down for more information on VEnTO™
Tsunami™ Benefits - Reverse Air Baghouse
• Decreases compartment cleaning and null times
• Extends bag life by reducing blinding
• Reduces particle bleed-through and pressure drop
• Increases baghouse capacity - saves energy
• Maintains filter cake bonds - reduces fine particulate
Scroll down for more information on Tsunami™
VEnTO™ Adaptive Fabric Filter Controller
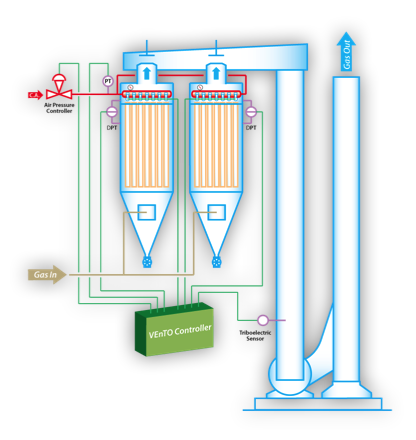
VEnTO™ Simplified Schematic
Baghouse Accessories - VEnTO Controller (Variable Energy - Timing Optimized)
To meet more aggressive particulate emissions standards, plant managers are increasingly retrofitting baghouses with membrane filtration elements. While the filtration capacity of these materials is far greater than with fabric bags, frequent replacement of advanced membrane bags make up the largest maintenance expense of a modern pulse-jet fabric filter. Conventional pulse controllers can further shorten the useful life of membrane bags by accelerating the rate of failure, causing exceedances of permissible dust emissions. To increase reliability and extend the useful life of high quality membrane filtration elements, BoldEco developed a smart baghouse controller which maximizes membrane bag integrity throughout its lifecycle. This patent pending device is the BoldEco VEnTO™ (Variable Energy - Timing Optimized) Smart Fabric Filter Controller.
How Filter Elements are Optimally Cleaned
In the basic mechanism for bag cleaning, a short pulse of compressed air just above the tubesheet generates a pressure shock-wave down the length of the bag which results in the removal of the outer dust layer on the filter media once the radial velocity imparted to the outer walls reaches the mechanical limits of the bag. Intuitively, this implies that the higher the impulse amplitude, the more thorough the cleaning of the bag, but this is not true in the case of membrane bags. Instead, over time, work-hardening of the membrane causes premature failure of the bag material.
During extensive testing in BoldEco’s European test facility, we measured the pressure inside both fabric and membrane bags at several locations and under varying conditions, using an oscilloscope connected to high velocity pressure transducers sewn directly onto the filter media. The results evidenced that the pressure level inside the bag directly correlates to the filter media radial acceleration, and therefore to media stress. In other words, minimizing the pressure required for a cleaning cycle maximizes bag life.
Key Pulse Cleaning Variables
Further analyses demonstrated that peak pressure inside the bag correlates to several critical filter media variables:
• length-to-diameter ratio
• pressure drop
• material permeability
• pulse valve size
• bags per pulse
• pulse air pressure
• blow pipe dimension
• venturi efficiency
How VEnTO™ Works
The BoldEco VEnTO™ control system comes complete with an electronic compressed air regulating system and dedicated differential pressure (DP) transmitters. VEnTO™ controls the DP by managing three key variables, namely compressed air pressure, solenoid excitation time and cleaning frequency. The system works completely in automatic mode, modifying the cleaning parameters in order to optimize the cleaning cycle relative to bag condition. Fundamentally, VEnTO™ accomplishes this by confining the pulse to either a high-pressure pulse with a short duration time or a low-pressure pulse with a long duration and all points between. As a result, the BoldEco VEnTo™ controller typically extends the expected membrane filtration lifetime in a conventional pulse jet fabric filter by an average of two years. VEnTO™ also provides the additional benefit of conserving energy by significantly reducing compressed air consumption.
PLC-Based Architecture
The VEnTO™ PLC-based architecture facilitates the use of configurable remote I/O drops, minimizing the cost of the retrofit and enabling integration with existing plant distributed controls.
Main Benefits of VEnTO™
• Extends bag life- two year guarantee
• Reduces energy consumption
• Enhances capture of particulates and condensibles
Bag Life Guarantee
Due to the unique experience of BoldEco Environment and with the implemenation of new technologies, such as the newly developed Vento Controller, CFD Technology and ePTFE membrane filter media, one can expect 5-6 years of bag life under normal use. With the installation of a Vento Controller BoldEco will DOUBLE a manufacturer's warranty on bag life. Ask us for details.
Technical Expertise
Our technical department is specialized in the analysis, design and supply of custom engineered fabric filter retrofit technologies and in the supply, erection and commissioning of the new system, including performance guarantees.
Filter accessories can be selected for baghouses with various bag lengths, from 3 to 10 meters (10 to 33 feet).
VEnTO™ Controller Master Front Panel

Full-immersion Pulse Valves on Long Bag filter with
VEnTO™ (variable-energy/timing-optimized) Controller
Tsunami™ Reverse Air Assist
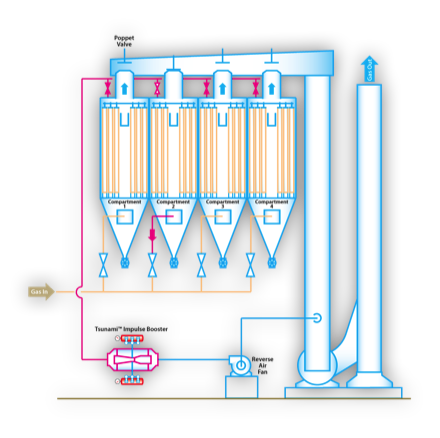
Tsunami™ Simplified Schematic
Tsunami™ Reverse Air Impulse Booster
Reverse Air Baghouse Performance
Reverse-Air (or sometimes referred as Reverse-Gas) baghouses are fabric filters that use recycled clean-side gases in a counterflow manner in order to regenerate the filtration elements, and operate on either positive or negative pressure. The main advantage of a Reverse-Air Fabric Filter (RAFF) is that it can only operate in off-line mode, and thus typically avoids the particulate penetration that typically occurs during on-line cleaning.
Among its disadvantages, however, is the difficulty the reverse-air cleaning system has in removing fine or tenacious dust. The problem is that sometimes, the pressure exerted on the fabric by the flow of reverse air is insufficiently high to remove all of the dust collected on the bags.
Typical Solutions to Baghouse Performance Issues
This difficulty has forced RAFF users to attempt different add-on solutions, some that work, and some that don’t. The most popular add on is the use of sonic horns, but this has been met with mixed success, sometimes with positive effects, but more often than not, with less than optimum results.
Sonic Horn disadvantages:
• necessitates removal of some bags increasing A:C ratio
• physical obstructions can deaden sound
• temperature can affect sound propagation
• particulate de-agglomeration causes increase in DP
The BoldEco Tsunami™ Impulse Generator
A much more effective, flexible and reliable solution is the BoldEco Tsunami™ Impulse Generator. It is an adaptive control device installed on the reverse air duct, designed to impart a standing shockwave in the filter regeneration system that results in cleaner bags and shorter cleaning cycle without destroying the integrity of the filter cake and resulting in higher baghouse capacity.
The Tsunami System
The Tsunami™ Impulse Booster is fully adaptive system that measures on-line process parameters and controls the characteristics of the standing shockwave that is generated by the impulse booster. Unlike an acoustic horn, the multiple macro pressure pulses translate into the dust collector compartment where they aid in the removal of the dust without destroying the microstructure of the dust filter cake, maintaining the cohesion between the particles. One of its many advantages is that by maintaining the bonds between the particles, bleed-trhough and blinding are greatly reduced.
The Tsunami™ is easily installed from the outside of the system and can e retrofitted while the baghouse is on-line, whithout causing disruptions to your process.
Tsunami™ can improve baghouse performance by providing near-pulsejet performance, allowing for increased production whithout the need for a fabric filter upgrade.
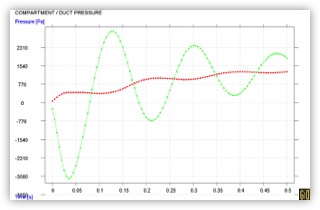
Standing Pressure Wave in Reverse Air Ducting
from Tsunami Impulse Booster
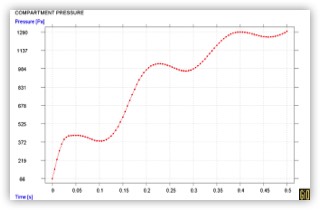
Standing Pressure Wave in Baghouse Compartment
from Tsunami Impulse Booster